モノづくりにおいて製造者(加工作業者)は、設計者が作成した図面を見て、材料を加工し図面通りに仕上げます。
加工をすれば仕上がり寸法にばらつきが出ますので、設計者はばらつきを考慮した公差設定が必要になります。
量産すると一般的には加工後の寸法はある範囲内に収まりますが、時に外れるものも出てきます。複数の部品による組立品の場合には、部品単体での公差と組立ができるための公差についても考えないといけません。
ここでは、2つの公差計算方法について説明します。
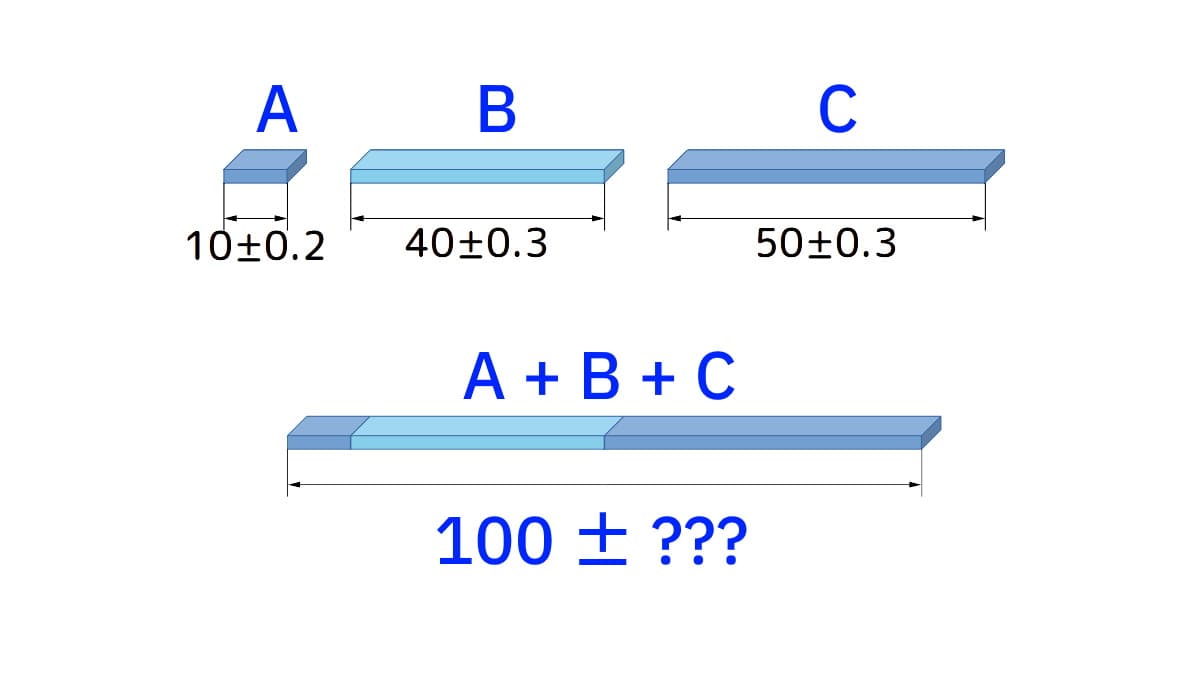
複数の部品からなる組部品の公差
複数部品からなる組部品の公差の求め方について、量産品と一品物(手作り品)の場合に分けて説明します。
一品物(手作り品)の公差計算方法
手作業で加工した(手作り品)場合、部品A、B、Cの加工による分布は正規分布にはなりません。
ここで「正規分布にならない」というのは、加工数が少ない(サンプル数が少ない)ため統計処理ができないということです。
このため、手作り品の部品A、B、Cを組み合わせた場合の公差は、下図の様に各公差の和になります。
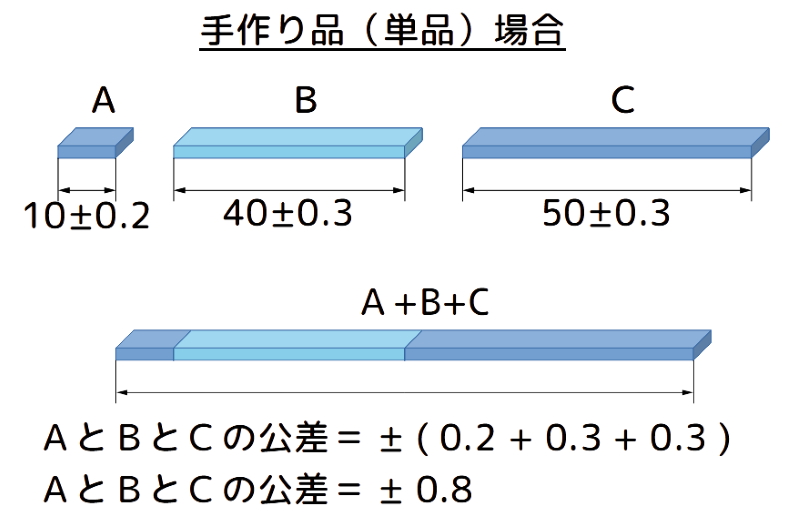
複数部品の公差:手作業品(手作り品)
図1 複数部品の公差:手作業品(手作り品)
量産品の公差計算方法
下図は、量産品の3つの部品A、B、Cの公差の計算方法を図示したものです。
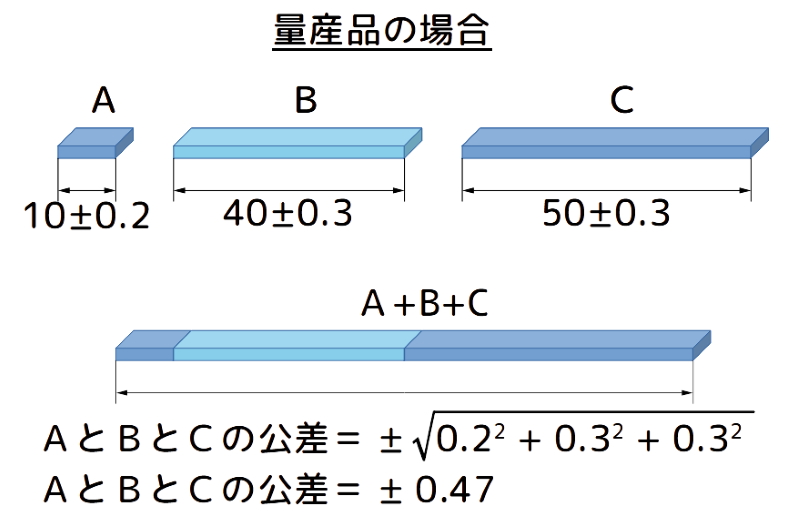
複数部品の公差:量産品
図1 複数部品の公差:量産品
量産品の場合には、加工による寸法のバラツキは正規分布だと考えることができます。そこで、部品A、B、Cを組み合わせた時の公差は、各公差の二乗の和の平方根となっています。
なお、量産品の組み合わせ公差を求める式は、「二乗した値の和の平方根」で分散の加法の式です。
- 二乗和、RMS(Root Mean Square)
- RMSは、FFTでは実効値とも呼んでいます。
また、手作り品の組み合わせ公差を求める方式は、P-P法(Peak-to-Peak法)と呼ばれています。
「JIS B 0405普通公差」について
モノづくり全体を考えた場合に、機能以上の公差設定をすることで結果的にコスト高になってしまうこともあるのが公差です。
従来通りで公差表をコピペするだけでよいはずはないのですが・・・。
以下、公差の中でも一般的な「JIS B 0405 普通公差」から簡単に説明します。
JIS B 0405-1998(ISO 2768-1:1989)
「普通公差-第1部:個々に公差の指示がない長さ寸法及び角度寸法に対する公差」
普通公差は工場の通常の加工精度の程度に対応
普通公差の値は、次のことに注意して図面で指示します。
- 工場の通常の加工精度の程度に対応している。
- 部品に対する要求事項に応じて適切な公差等級を選ぶ。
以下、補足します。
- 同じ加工設備があるからといって同じ加工精度でモノを作れるとは限りません。(例えば、ヒトによる技量の違いがあり、加工のバラツキの範囲や程度が異なることが通常です。)
- 同一の工場内であっても、全員がすべての公差等級に応じた加工ができるとは限りません。
- 加工するモノの材質や形状などにより、加工担当者が限られてしまうこともあります。
具体的な制約になる例を列挙します。
- 生産量(製作量)であれば、精級の加工には単品なら対応できるが、量産には対応できない。
JIS規格の中では、繰り返し「工場の通常の」という言葉がでてきますが、いつでも同じ精度の加工をするのは簡単ではありません。
ましてや人の技量が必要な加工では何をかいわんやといったことだと考えています。
普通公差を使うメリット
普通公差適用のメリットを列挙します。
- 図面が容易に読めるため、図面の使用者(加工者など)に情報を伝えやすい。
- 製図者は、機能が普通公差と等しいか、又はそれより大きい公差を許容することだけを知ればよい。(詳細な公差算定を避けることができ、時間を節約できる。)
- 図面は、どの形体が通常の工程能力(normal process capability)によって生産できるかを容易に指示できる。(検査水準を下げることにより品質管理業務の助けとなる。)
- 個々に指示した公差をもつ残りの寸法は、大部分はその機能上相対的に小さい公差が要求され、それゆえ製造において特別な努力が要求される形体を規制する。(製造計画に役立ち、検査要求事項を解析する際に品質管理業務に役立つ。)
- 発注及び受注契約者は、契約前に「工場の通常の加工精度」が分かるため、注文を容易に決めることができる。(図面が完全であることを期待しているため、受渡当事者間の引渡しにおけるトラブルを避けることができる。)
普通公差利用の利点の前提
普通公差利用のメリットは、以下のことを前提として求めています。
- 普通公差を超えないという十分な信頼性がある
- 特定の工場の通常の加工精度が図面上に指示された普通公差に等しいか、又はそれより加工精度がよい。
また、工場では次のことを行うことを勧めています。
- 測定によって、工場の通常の加工精度をつかむ。
- 普通公差が工場の通常の加工精度に等しいか、又はそれより公差の大きい図面だけを受け入れる。
- 工場の通常の加工精度が低下していないことを抜取りによって調べておく。
何か特別なことが要求されているわけではないことが分かります。
裏を返せば、当たり前のことを当たり前にやり続けることが重要だということにつながると考えています。
公差外れと不採用
公差外れと不採用について列挙します。
- 機能によって許容される公差は、普通公差よりも大きいことが多い。
- 工作物のいずれかの形体で普通公差を(ときおり)超えても、部品の機能が必ずしも損なわれるとは限らない。
- 普通公差から逸脱し、機能を損なうときだけ、その工作物を不採用にする。
普通公差を外れているから不採用と短絡的に考えるのではなく、公差を外れた加工品(工作物)に求められている機能を損なわない(機能発揮に影響がない)のであれば、不採用にしなくてもよいということだと考えています。
「JIS B 0405 普通公差」の計算方法については、以下の記事をご参照ください。

まとめ
モノづくりにおいて製造者(加工作業者)は、設計者が作成した図面を見て、材料を加工し図面通りに仕上げますが、加工をすれば仕上がり寸法にばらつきが出ます。
設計者はばらつきを考慮した公差設定が必要になります。
ここでは、一品物(手作り品)と量産物の公差の計算方法の違いについて以下の項目で説明しました。
- 複数の部品からなる組部品の公差
- 一品物(手作り品)の公差計算方法
- 量産品の公差計算方法
- 「JIS B 0405普通公差」について
- 普通公差は工場の通常の加工精度の程度に対応
- 普通公差を使うメリット
- 普通公差利用の利点の前提
- 公差外れと不採用