モノづくりにおいて製造者(加工作業者)は、設計者が作成した図面を見て、材料を加工し図面通りのモノを作ります。
図面寸法通りではなく、図面に示された公差範囲内に加工しています。つまり、図面寸法を狙って加工していますが、加工後の寸法はばらつくということで、当たり前のことなのです。
しかし、部品は部品図の公差範囲内でも、組み立てられない場合があります。設計者が加工方法やばらつきについて知識不足だとありがちで、納期が迫っているので手直しやら現物に合わせすための図面変更やらとでばたばたしている現場もあります。
実際に作れらたモノやその加工方法を見たことがあれば、図面に書いたモデルと実際に加工されでき上ったモノとは、全く同一(寸法)にはならないことが感覚的に伝わるのになと思いつつ、公差について考えています。
公差と言うと幾何公差の話題が多い様ですが、ここでは基本となる寸法公差について説明します。
公差はどうやって決めるのかを考えるための参考になれば幸いです。
図面寸法と作ったモノの寸法とには違い(幅)がある
図面上で寸法100mmを100mm丁度で描くのは容易です。
めったにあることではないのですが、「図面の通りに作って当たり前」という考えが強すぎて、例えば100mmの寸法に対して±0.5mmと図面で指定していれば、100.0mmや100.00mmなど限りなく図面寸法と一致して当たり前だと思い込んでいる場合があります。
しかし、実際のモノづくりでは、100mmという寸法に対してどこまで近づけるかによって、
- 加工方法
- 使用する設備(使用する人を含め)
- 加工時間
そして、当然ながら
- 加工コスト
も変わってきます。
設計者も寸法100mmに対して、どこまでも100mm丁度(ピッタリ100mm)を求めているわけではなく、100mの寸法に対しある幅の範囲であればよいと考えている場合がほとんどです。
そこで、設計者が必要とする寸法などの範囲(精度)を明らかにし、図面に明記しているのが公差です。
公差には、寸法公差や幾何公差などがありますが、ここではよく使われているの普通公差について説明します。
曲面の加工の場合、加工する設備により加工できる形状に制約が出てくることも知っている人にとっては当たり前のことです。
3Dプリンタを使ったとしても形状だけに注目しても加工精度の制約がある事実を知らない人は、モノづくりの会社でも少なくないのでしょうか?
普通公差について:JIS B 0405「普通公差」から
公差の中でも一般的な普通公差を定めたJIS規格を以下に示します。
JIS B 0405-1998(ISO 2768-1:1989)
「普通公差-第1部:個々に公差の指示がない長さ寸法及び角度寸法に対する公差」
JIS規格はWebで見ることができます。以下のページの「JIS検索」をご参照ください。

以下、「JIS B 0405-1998(ISO 2768-1:1989)」から私がポイントと考えた部分について説明します。私の理解なので正確な文意は規格本文をご参照ください。
角度寸法については省いています。正確な角度を測るのは少々面倒です。
普通公差の対象
普通公差の対象は、JIS B 0405の「1.適用範囲」に記載されています。
普通公差の対象は、
- 金属の除去加工(metal removal)
- 金属を削る加工のこと
又は
- 板金成形(forming from sheet metal)
によって製作した
- 部品の寸法
に適用する。
普通公差を適用する寸法
普通公差を適用する寸法は、以下の通りです。
- 長さ寸法
- 例えば、外側寸法、内側寸法、段差寸法、直径、半径、間隔、かどの丸み及びかどの面取寸法
- 角度寸法
- [通常、図面に指示されない角度、例えば、JIS B 0419が引用されていない直角(90°)、又は正多角形の角度を含む。
JIS B 0419-1991(ISO 2768-2 : 1989)
「普通公差-第2部:個々に公差の指示がない形体に対する幾何公差」
- 組立品を機械加工して得られる長さ寸法及び角度寸法
普通公差の公差等級
公差等級については、JIS B 0405の「2.一般事項」に記載されています。
公差等級を選ぶ場合の考慮事項を、列挙します。
- 工場で通常に得られる加工精度を考慮しなければならない。
製造を行う工場のベストの加工精度(チャンピオンデータ)ではなく、いつでもできる通常の加工精度を考慮するということです。
普通公差は、図面に書かれた部品すべてに適用するよう記載されることが一般的です。
しかし、次の様な場合には、図面の一部に対して次の様な公差を指定します。
- 普通公差より小さな公差を指定したい場合
- 普通公差より大きな公差が許容され経済的な場合
図面の寸法に対して個別に公差が指定されている場合のことです。
長さ寸法の普通公差
長さ寸法の普通公差については、JIS B 0405の「4.普通公差」に記載されています。
公差表を以下に抜粋します。
材料や部品メーカーのカタログなどにも記載されていることがあります。
表1 面取り部分を除く長さ寸法に対する許容差(単位:mm)
| 公差等級 | 基準寸法の区分 | ||||||||
|---|---|---|---|---|---|---|---|---|---|
|
記号
|
説明
|
0.5 | 3 | 6 | 30 | 120 | 400 | 1000 | 2000 |
| 以上 | を超え | を超え | を超え | を超え | を超え | を超え | を超え | ||
| 3 | 6 | 30 | 120 | 400 | 1000 | 2000 | 4000 | ||
| 以下 | 以下 | 以下 | 以下 | 以下 | 以下 | 以下 | 以下 | ||
| 許容差 | |||||||||
| f | 精級 | ±0.05 | ±0.05 | ±0.1 | ±0.15 | ±0.2 | ±0.3 | ±0.5 | – |
| m | 中級 | ±0.1 | ±0.1 | ±0.2 | ±0.3 | ±0.5 | ±0.8 | ±1.2 | ±2 |
| c | 粗級 | ±0.2 | ±0.3 | ±0.5 | ±0.8 | ±1.2 | ±2 | ±3 | ±4 |
| v | 極粗級 | – | ±0.5 | ±1 | ±1.5 | ±2.5 | ±4 | ±6 | ±6 |
- かどの丸み及びかどの面取寸法については、表2参照
- 注:0.5mm未満の基準寸法に対しては、その基準寸法に続けて許容差を個々に指示する。
表2 面取り部分の長さ寸法(かどの丸み及びかどの面取寸法)に対する許容差(単位:mm)
| 公差等級 | 基準寸法の区分 | |||
|---|---|---|---|---|
|
記号
|
説明
|
0.5 | 3 | 6 |
| 以上 | を超え | を超えるもの | ||
| 3 | 6 |
|
||
| 以下 | 以下 | |||
| 許容差 | ||||
| f | 精級 |
±0.2
|
±0.5
|
±1
|
| m | 中級 | |||
| c | 粗級 |
±0.4
|
±1
|
±2
|
| v | 極粗級 | |||
- 注:0.5mm未満の基準寸法に対しては、その基準寸法に続けて許容差を個々に指示する。
採否:公差外れと不採用について
普通公差の採否については、JIS B 0405の「6.採否」に記載されています。
- 採否:Rejectionの意味
採否とは、公差外れ、不採用のことです。以下に規格から抜粋します。
特に明示した場合を除いて、普通公差を超えた工作物でも、工作物の機能が損なわれていない場合には、自動的に不採用としてはならない。
「JIS B 0405:普通公差」より
JIS B 0405の採否については、次のように考えています。
- 普通公差に外れた場合であっても、公差が外れていても機能を損なわないのであれば不採用ではない。
- 公差外れだからと言って、短絡的に不採用にしないようにすること。
これは、公差をより小さく厳しくすれば、結果的にコストアップとなり、ムダなオーバースペックとなることを避けるためではないかと、私は考えています。
JIS B 0405「普通公差」の付属書Aから
簡単なようでモノづくり全体を考えた場合に、機能以上の公差設定をすることで結果的にコスト高になってしまうこともあるのが公差です。
従来通りでコピペするだけでよいはずはない公差ですが、図面作成に追われると設計者が考える時間も少なくなってしまうようです。このような設計現場では、レビューも省かれていきます。
附属書Aは、規格の考え方を補足するためのものですが、以下、気になった部分について説明します。
A.1から:普通公差は工場の通常の加工精度の程度に対応
普通公差の値は、次のことに注意して図面で指示します。
- 工場の通常の加工精度の程度に対応している。
- 部品に対する要求事項に応じて適切な公差等級を選ぶ。
具体的な制約となる例を列挙します。
- 同じ加工設備があるからといって同じ加工精度でモノを作れるとは限りません。
- 同一工場内でも、全員がすべての公差等級に応じた加工ができるとは限りません。
- モノ(材料や形状)によっては、加工担当者が限られてしまうこともあります。
生産量(製作量)で言えば、単品なら精級の加工に対応できるが、量産は難しい場合もあります。
JIS規格の中で繰り返し「工場の通常の」という言葉がでてきますが、いつでも同じ精度の加工をするのは簡単ではありません。ましてや人の技量が必要な加工では何をかいわんやといったことだと考えています。
A.3から:普通公差適用の利点
JIS規格になっているのですから、普通公差を使う利点も当然あります。
「附属書A.3」では、普通公差適用の利点と共に注意事項についても書かれています。以下に抜粋します。
- 図面が容易に読め、情報伝達が図面の使用者に、より効果的になる。
- 製図者は、機能が普通公差と等しいか、又はそれより大きい公差を許容することだけを知れば十分であるので、詳細な公差の算定を避けることによって時間を節約できる。
- 図面は、どの形体が通常の工程能力(normal process capability)によって生産できるかを容易に指示でき、それはまた、検査水準を下げることによって品質管理業務を助ける。
- 個々に指示した公差をもつ残りの寸法は、大部分はその機能上相対的に小さい公差が要求され、それゆえ製造において特別な努力が要求される形体を規制するものである。これは製造計画に役立ち、検査要求事項を解析する際に品質管理業務に役立つものである。
- 発注及び受注契約の技術者は、契約が成立する前に”工場の通常の加工精度”が分かるので、容易に注文を取り決めることができる。これはまた、図面が完全であることを期待しているから、受渡当事者間の引渡しにおいて、争いを避けることができる。
以上、当たり前のことの様に思いますが、製品の仕上がり(加工精度)はコストに見合ったものであるという前提が必要だという考え方が入っているのではないかと考えています。
普通公差利用の利点の前提として、以下のことが書かれています。
普通公差利用の利点が得られる場合には、以下のことが必要です。
- 普通公差を超えないという十分な信頼性がある
- 特定の工場の通常の加工精度が図面上に指示された普通公差に等しいか、又はそれより加工精度がよい。
普通公差を利用するために、工場では次のことを行うことを勧めています。
- 測定によって、工場の通常の加工精度をつかむ。
- 普通公差が工場の通常の加工精度に等しいか、又はそれより公差の大きい図面だけを受け入れる。
- 工場の通常の加工精度が低下していないことを抜取りによって調べておく。
何か特別なことが要求されているわけではないことが分かります。裏を返せば、当たり前のことを当たり前にやり続けることが重要だということにつながると考えています。
A.4から:公差外れと不採用
「附属書A.4」では、以下のことが書かれています。
- 機能によって許容される公差は、普通公差よりも大きいことがしばしばある。
- そのため、工作物のいずれかの形体で普通公差を(ときおり)超えても、部品の機能が必ずしも損なわれるとは限らない。
- 普通公差から逸脱し、機能を損なうときだけ、その工作物を不採用にする。
普通公差を外れているから不採用と短絡的に考えるのではなく、公差を外れた加工品(工作物)に求められている機能を損なわない(機能発揮に影響がない)のであれば、不採用にしなくてもよいということだと考えています。
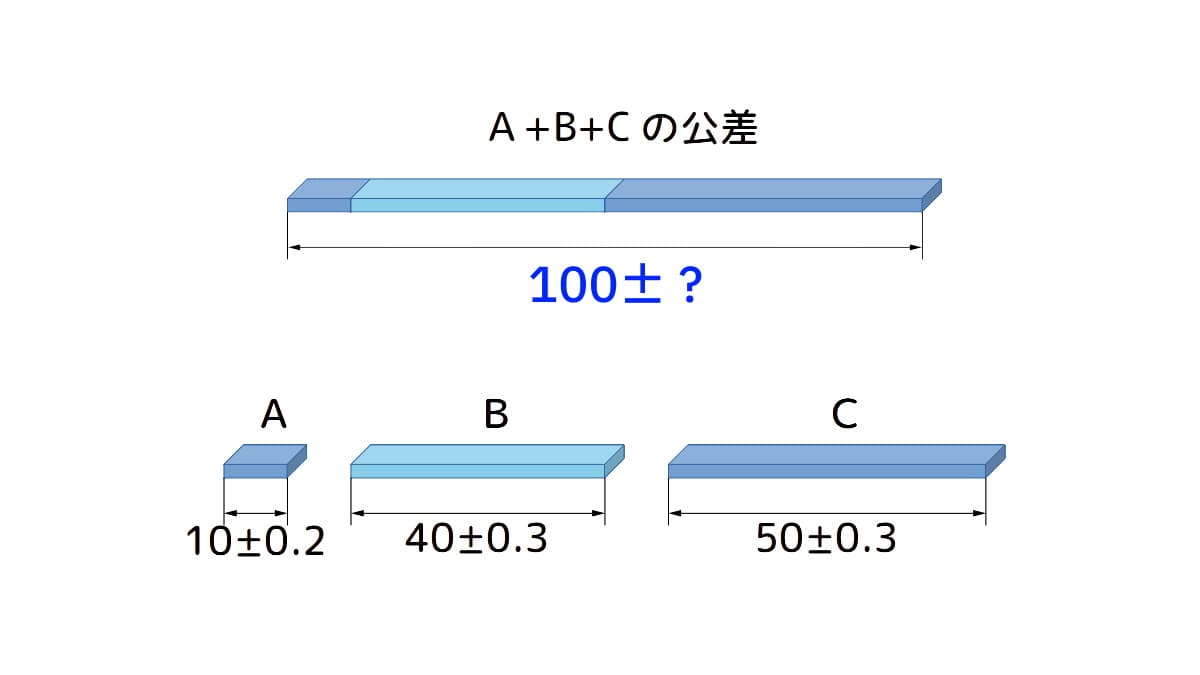
複数の部品からなる組部品の公差
以上、単品の部品の公差について説明してきました。
ここでは、部品を組み合わせた組部品の公差はどのようにして求めるのかについて説明します。
組部品についての計算方法は、多くても数個までの場合を想定しています。
幾何公差の考慮が必要になる場合には、手計算ではなかなか難しいかと思いますが、ここでは、シンプルな複数部品の公差計算の考え方について説明しています。
複数部品からなる組部品の公差は、その部品がどのようにして作られたかにより計算方法が違ってきます。
下図は、量産された3つの部品の公差の計算方法を図示したものです。
量産品の場合には、加工による寸法のバラツキは正規分布だと考え、部品A、B、Cを組み合わせた時の公差は、各公差の二乗の和の平方根となっています。
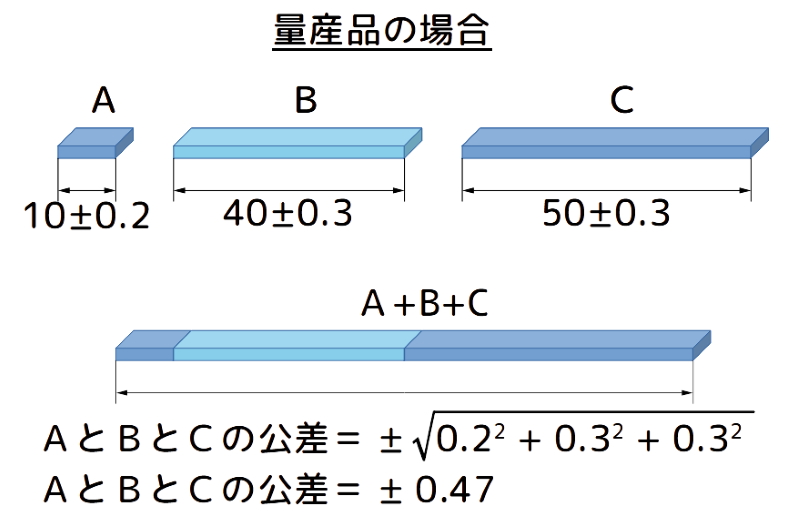
複数部品の公差:量産品
図1 複数部品の公差:量産品
一方、手作業で加工した(手作り品)場合、部品A、B、Cの加工による分布は正規分布にはなりません。
このため、手作り品の部品A、B、Cを組み合わせた場合の公差は、下図の様に各公差の和になります。
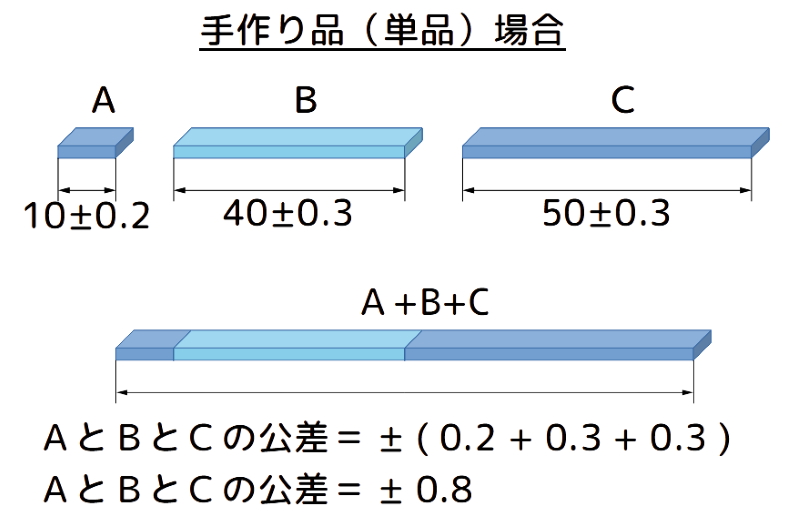
複数部品の公差:手作業品(手作り品)
図2 複数部品の公差:手作業品(手作り品)
ちなみに、図1の量産品の組み合わせ公差を求める式は、「二乗した値の和の平方根」で分散の加法の式です。
- 二乗和、RMS(Root Mean Square)
- RMSは、FFTでは実効値とも呼んでいます。
図2の手作り品の組み合わせ公差を求める方式は、P-P法(Peak-to-Peak法)と呼ばれています。
なお、正規分布については別途説明しようと考えています。
まとめ
モノづくりをする以上、公差を知っていることは製造(加工)の話をする以前の前提条件のようなものですが、3D CADで形状モデルを作っているだけだと、機械的に公差を設定するだけで加工精度の幅といったリアルな概念(イメージ)を忘れてしまっている場合もあるようです。
簡単なモノでよいので、実際に加工してみると図面と作ったモノとは完全には一致しないことや公差についても理解しやすいと考えていますが、学生や新入社員の場合には実験を含めた実体験そのものが少なくなっている現在、公差についても決まり事ではなく理解して欲しいものです。
ここでは、公差について以下の項目で説明しました。
- 図面寸法と作ったモノの寸法とには違い(幅)がある
- 普通公差について:JIS B 0405「普通公差」から
- 普通公差の対象
- 普通公差を適用する寸法
- 普通公差の公差等級
- 長さ寸法の普通公差
- 採否:公差外れと不採用について
- JIS B 0405「普通公差」の付属書Aから
- A.1から:普通公差は工場の通常の加工精度の程度に対応
- A.3から:普通公差適量の利点
- A.4から:公差外れと不採用
- 複数の部品からなる組部品の公差